🥈 Silversmith
In my youth I was a jeweler, a Silversmith primarily, so most of this article will be written from my own perspective as a designer and producer of small items of jewelry. Some Silversmiths work with large pieces, constructing vases, candelabras, plates, etc, but I stayed with the small stuff.
There are many tools that can be used to construct large or small pieces. Various sizes and shapes of hammers, saws, snips, files, grinders and of course tools for gripping and polishing, as well as anvils come in handy. Solder, torches and fuel are part of the inventory too.
Although I did some “construction”, most of my work involved a technique called “Lost Wax Casting”, primarily used for small jewelry pieces. There are many ways to create a mold (or in non-American usage, mould), but the lost wax method is most often used for small pieces.
The process, simplified here, is described in detail in the references. First of all a piece must be created out of wax (although other materials are sometimes used). The wax comes in different forms. Some are wires, ribbons or other shapes that are pre-formed commercially. Also wax comes in different hardnesses, so in some cases it can be squeezed and shaped by hand or with small metal tools, or in other cases it can be shaved, cut, or scraped with an engraving type of tool. Wax is available to be dispensed using a heated tool sort of like a pen or small injector. Regardless of how it is shaped, very simple or very intricate wax models of the finished piece are the result. The finished wax model then has a wax “sprue” attached to it. The sprue is funnel shaped, with the small end being attached to a part of the wax model where the resulting metal casting can be smoothed when the metal sprue is removed. The sprue forms a funnel shape within the mold, so that hot, molten silver or other metal can be poured or forced into the mold.
Imagine a “carving” or piece of wax the exact size and shape that the jeweler will duplicate in silver. Then attach the funnel shaped sprue at a point where the flow of molten silver will be the greatest as it enters the mold that will be created. Then that sprue is attached to a rubber base with the widest part resting on that base. A metal cylinder is then attached to that same rubber base (they are designed to fit together to form a perfect tight seal), so one can look into the cylinder and see the wax piece and the rubber bottom. Then fill the cylinder with a plaster like material called “investment” which is very fine grained. A vacuum is then applied to remove any air bubbles. After the investment hardens and dries, the cylinder, investment and wax are separated from the rubber bottom and they are placed in a kiln to melt out the wax (with the sprue facing down of course). There will be a specific schedule for this process, to ensure removal of ALL residual wax and proper temperature for the following…
This next step must be done rapidly and immediately following the wax removal, so that the molten silver will flow easily into the mold that has been created by removing the wax.
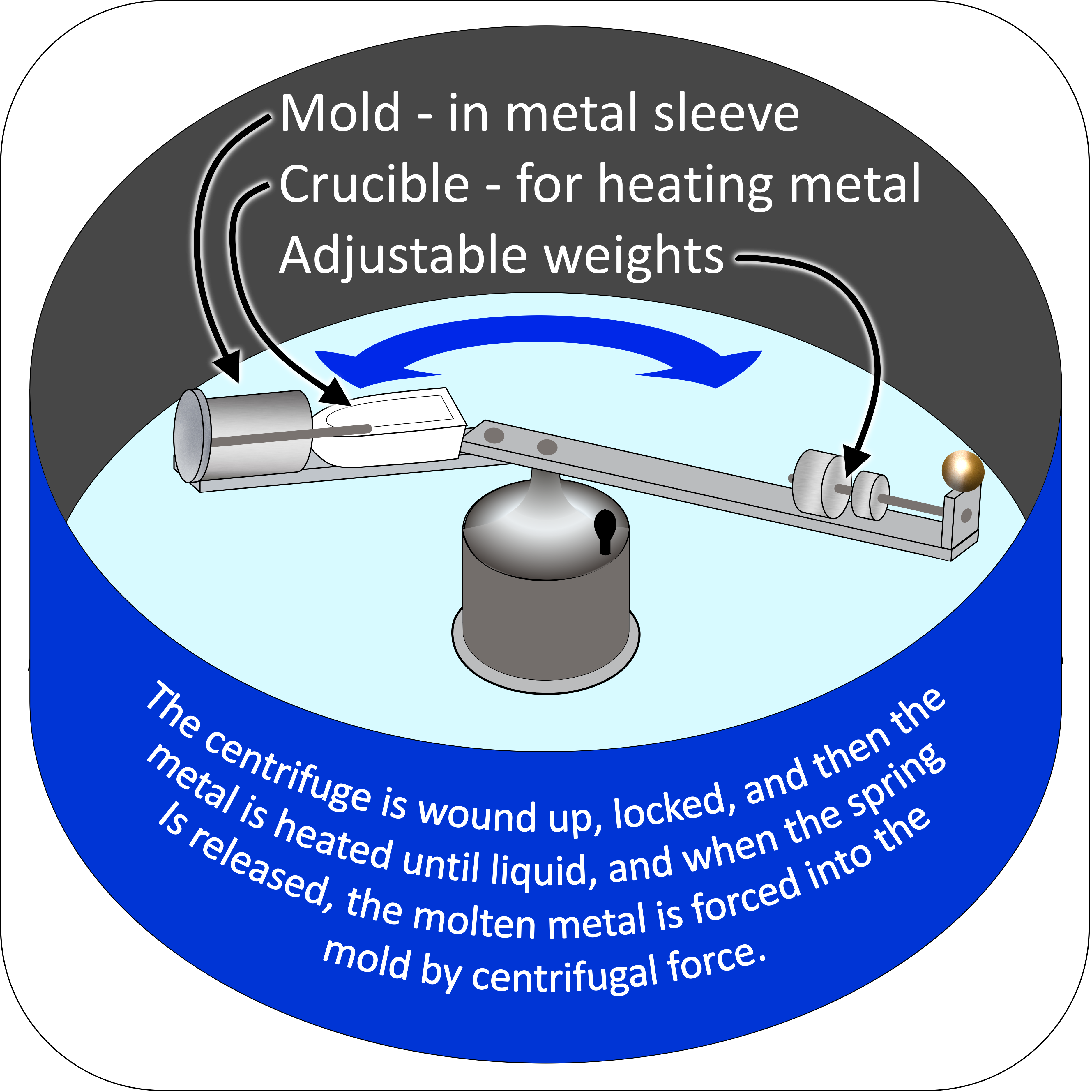
The plaster/investment mold and it’s cylinder are turned sideways and placed at one end of a pre-balanced centrifuge that will spin at high speed and force molten silver (or other metal) into the mold. The mold, with the sprue facing toward the center of the centrifuge, has a crucible snuggled up to it, so molten silver from the crucible will flow into the sprue and the rest of the empty space in the mold as the centrifuge is spinning. One quickly places the hot mold that has just had the wax melted out, then heats silver in the crucible and releases the spring loaded centrifuge to force the silver into the mold. At that point, The metal is forced into the mold, and the flask, plaster and metal can be dipped into cold water afterward to remove the investment from around the metal (Careful!). From that point on, cut the sprue off of the piece and begin the process of smoothing and polishing. Caution: This process takes some time to learn and perfect, and there will be a significant investment in equipment as well.